以下是本溪【本地】承压罐支持定制0.6-1.0Mpa的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:本溪本溪【本地】承压罐支持定制0.6-1.0Mpa的图文介绍

辉煌供水设备有限公司是在由小到大从弱到强一路走的一家集研发生产销售 不锈钢水箱、服务为一体的厂家,多年以来紧跟时代的发展不断创新,为我们的用户提供绿色环保的 不锈钢水箱、产品。公司立足 不锈钢水箱、市场,以市场为导向,客户为基础不断创新来,采取新工艺,新的合作模式不断满足不同客户的需求。


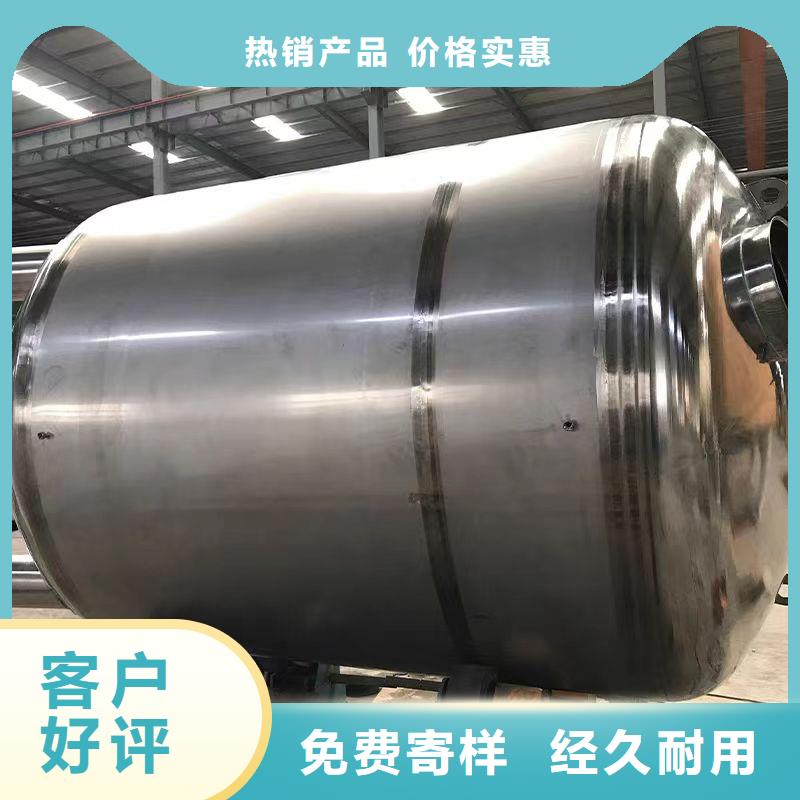
3、本溪同城承压保温水箱的组装与焊接
3.1、本溪同城筒节的组装:
3.1.1、本溪同城筒节组装前要认真熟悉图纸上接管、本溪同城人孔、本溪同城支座等的位置,合理错开焊缝,尽量避免在焊缝上开孔及焊缝被覆盖。
3.1.2、本溪同城圆筒环缝组对前要复测每节筒节周长,估算可能引起的错边量,组对时要尽量控制错边量均匀。
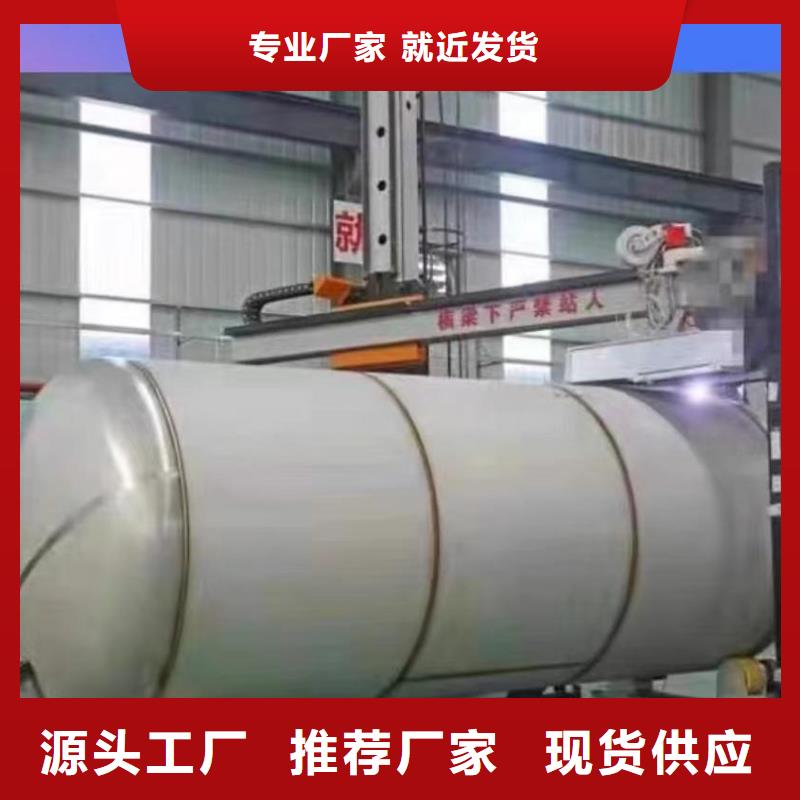
3.1.3、本溪同城筒节组装时优先考虑立式组装。在场地条件受限制时可考虑卧式组装,采用这种方式容易引起筒节变形,对薄壁大直径筒节应作内支撑以增加刚度。
3.1.4、本溪同城焊缝应合理错开,相邻筒节纵缝间的外圆弧长度及封头拼缝至相邻筒节纵缝间的外圆弧长,应不小于钢板厚度的3倍,且不小于100mm.
3.1.5、本溪同城圆筒的直线度允差应不大于圆筒长度的1/1000,筒节拼装时,每条环缝可以留有一定间隙。



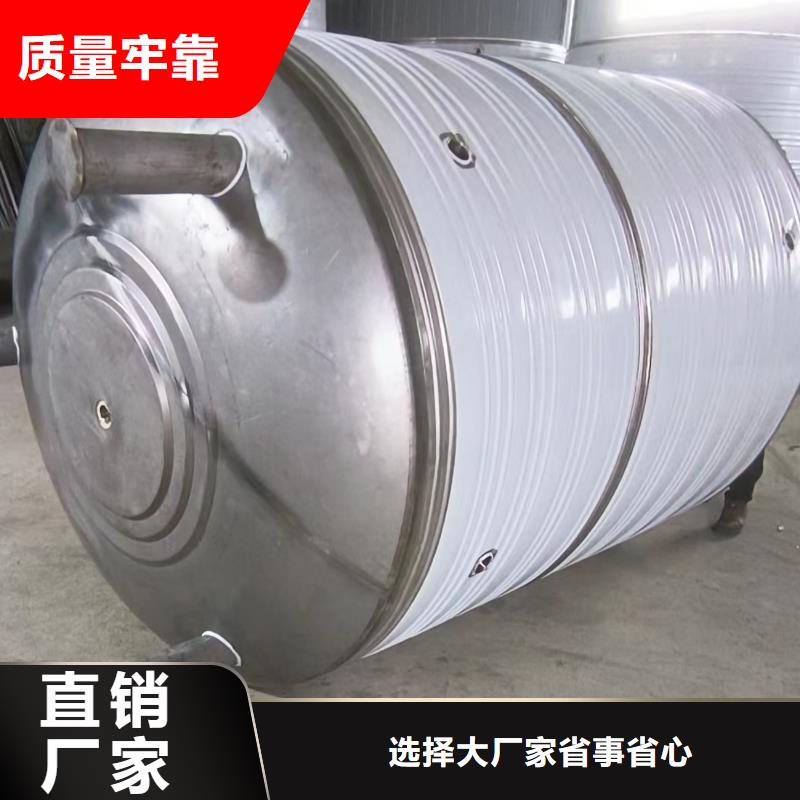
承压保温水箱不锈钢水箱基础要求  砼基础几何尺寸应按GB02S101有关规定制定。  砼基础平面高低差2、本溪本地水箱的安装,施工和验收  专业焊工现场氩弧焊接。施工现场有标准电源。水箱四周有≥500mm的检修空间。外观检验无锈蚀,无污染:注满水2-3h,箱体无明显变形,焊缝无渗漏为合格。3、本溪本地水箱的使用、本溪本地维修和保养  配管时,切勿向配管进出水口施加过大的负荷。  不要将阀门及大口径管道的重量直接施加到水箱水口,必要时设置管道支撑:对焊接管的膨胀、本溪本地收缩、本溪本地振动必须装伸缩柔性接头不锈钢消防水箱主要是用来储存生活用水的设备,所以一般的情况下提倡好只装生活用水,也可以装一些其他的溶剂,但是千万不能装一些碱性和酸性含量很大的液体,比如说盐酸、本溪本地硫酸这些,都是不可以的。有些人还会习惯性的在水箱的顶部放些杂物,但是这些都是不好的,也不要让小孩子在水箱的外面敲打或者画图。一些维护的人员也要定时的观察水箱,如有任何问题要及时的反馈给厂家才行。还有不要经常打开入水的盖子,会污染水质的,不要以为不锈钢消防水箱不会长青苔不会污染水质你就不去清洗,这个也是不行的,每年还是要定时的去清洗一下,消一下毒的。水箱供货范围箱体、本溪本地带锁人孔、本溪本地爬梯、本溪本地短管及单片法兰。


筒节坡口加工:承压保温水箱
2.3.1、本溪同城圆筒纵、本溪同城环对接缝坡口应优先考虑采用内坡口,当容器内施焊有困难时,应采用外坡口。通常DN<600的筒体采用外坡口,DN≥600的筒体采用内坡口,封闭焊道采用外坡口。
2.3.2、本溪同城当两板厚度不等时,则当薄板厚度≤10 mm且两板厚度差超过3 mm时;或当薄板厚度>10mm且两板厚度差超过薄板厚度30%或超过5mm时,应作削薄处理,由工艺人员确定。
2.3.3、本溪同城在条件具备时,坡口加工应在刨边机上进行;若采用碳弧气刨等非机械方法加工坡口,应将影响组对和焊接的凹凸不平处修磨干净,打磨出金属光泽。





 扫一扫
扫一扫